Con Wila lo tienes todo!!!
Es común escuchar que no lo puedes tener todo en la vida y en los procesos productivos no es la excepción hablando particularmente de los sistemas tradicionales o convencionales de herramientas para dobladoras.
Con los sistemas de herramientas tradicionales se sacrifica la seguridad de los operadores y equipos por manejar herramientas muy pesadas, de difícil maniobra, que ademas del costo en si de la herramienta, siguen consumiendo altos costos de operación y mantenimiento. Estas herramientas que no incluyen (la mayoría de las veces) dispositivos de seguridad que eviten que los punzones se precipiten al suelo (o a los pies del operador) cuando se abre la mordaza que los sujeta. Por esta razón se considera un riesgo potencial para su empresa.
Por otra parte, se tiene que para hacer un cambio de herramienta usando los sistemas tradicionales de herramientas es una verdadera perdida de tiempo productivo, los operadores utilizan mucho tiempo en el montaje debido a la mala condición de las herramientas (aun siendo "nuevas"), el desgaste los obliga a calzar o"lainar" hasta obtener el doblez adecuado, produciendo demasiado material de rechazo y convirtiendo en un cuello de botella el departamento de doblez de su empresa.
Necesito mas dobladoras?
Es la pregunta frecuente en este tipo de situaciones, y en algunos casos vuelven a comprar los mismos equipos, con los mismos sistemas de herramientas que se va creando una espiral negativa que lo lleva a mas perdida de tiempo, mas improductividad, menos calidad, mas riesgo, menos utilidad.
Que tengo que hacer para crear una espiral positiva que me lleve a la productividad, al ahorro de recursos e incremento de utilidades?
Utilice WILA!!!!
Y le diremos razones validas que le harán cambiar su forma de pensar y exigir los sistemas Wila.
Wila: Seguridad Primero
 |
| La figura 1 muestra un punzón estilo New Standard BIU-021/2 seccionado para máxima flexibilidad y se muestra el botón "Safety Click" patentado por Wila |
En Wila, nuestros sistemas están diseñados para cumplir las mas estrictas políticas de seguridad que nuestros clientes necesitan, contamos con mas de 100 patentes enfocadas a la seguridad y productividad.
Entre las patentes tenemos el botón Safety Click, que su función es mantener los punzones en la mordaza, cuando esta se abra voluntaria e involuntariamente. Ver figura 1
En sistemas de herramientas estilo Americano las herramientas WILA pueden instalarse directamente en sus dobladoras sin algún accesorio adicional. Ver figura 2.
 |
Figura 2 se muestra las herramientas Wila
Estilo Americano montadas directamente
a mordazas mecánicas. |
En el siguiente video podrán apreciar el funcionamiento del Safety Click junto con nuestro sistema de cambio rápido de herramientas.
Si no puede ver el video de click aquí
Otra de las mejoras en cuestión de seguridad y productividad es nuestra patente E2M "Easy to Move" que habilita las herramientas para un fácil manejo, rápido montaje y sobre todo mejorando la seguridad del proceso. Ver figura 3
 |
| Figura 3. Dado con E2M |
En el siguiente video se muestra el funcionamiento de este extraordinario desarrollo que se usa tanto en punzones como en dados.
Si no puede ver el video de click aquí
Wila: Trabaje con CALIDAD
Uno de los principales problemas de las dobladoras es la compensación de la deflexión al momento del doblez. Los dobleces no son constantes de un extremo al otro, para corregir este problema los operadores utilizan calzas o lainas que solo los operadores de mas experiencia saben colocar y cuando estos operadores faltan los problemas se agravan. Ver figura 4.
 |
| Figura 4. Falta de compensación de corona |
Olvídese para siempre de las lainas!!!
Wila ha desarrollado los compensadores de corona que le ayudaran a compensar la deflexión al momento del doblez permitiendo producir piezas con ángulos constantes de punta a punta y también compensar el posible desgaste o falta de paralelismo de su dobladora.
El corazón de nuestros compensadores de corona es nuestra patente Wila Wave, que son dos placas en forma de onda que proporcionan un ajuste continuo, preciso y proporcional a todo lo largo de la dobladora. Ver figura 5.
 |
| Figura 5. Wila Wave patentado por Wila |
Los compensadores de corona Wila se pueden instalar en cualquier dobladora, nueva o usada, de cualquier marca y estilo de herramientas. Los ofrecemos con compensación manual y con motor CNC. Ver figura 6.
 |
| Figura 6. Compensadores de Corona WILA, manual a la izquierda, CNC a la derecha |
En el siguiente video podrá ver el funcionamiento de los Compensadores de Corona Wila
Si no puede ver el video de click aquí
Wila: Durabilidad
Las herramientas para dobladora ya no pueden ser consideradas un consumible.
Para Wila que ofrecemos gran durabilidad en nuestros equipos y herramientas, consideramos a las herramientas son una extensión de su maquina, tan importantes son que es la parte de la maquina que esta en contacto con lo mas preciado de su empresa, su producto.
En Wila hemos dedicado grandes esfuerzos y desarrollos, para lograr ofrecerle un producto de alta calidad, repetibilidad y durabilidad insuperable. Las herramientas Wila son fabricadas con una aleación especial y exclusiva base CrMo, este acero es muy resistente al desgaste y a los esfuerzos sometidos durante el doblez, proporcionándole muchos años de servicio útil antes de presentar algún desgaste.
 |
Figura 7 Durabilidad de las Herramientas Wila
es insuperable! |
Ademas, Wila posee la patente de otro proceso de fabricación y es el endurecimiento mediante CNC-DeepHardening. Este proceso consiste en endurecer de 55 a 60 RC (RC= escala de dureza Rockwell C) a una profundidad de 5 mm las áreas en contacto con el material a doblar evitando así el desgaste prematuro de las herramientas y eliminando los costos por mantenimiento de las herramientas, como el rectificado por desgaste o por tener que remplazar la herramienta por un desgaste irreparable.
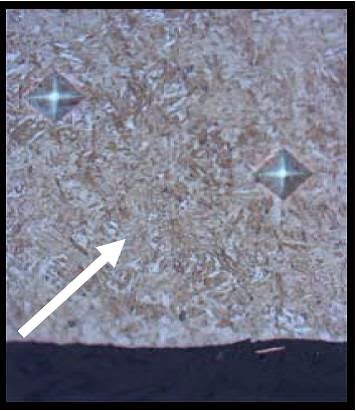
En las figuras 7 y 8 se observa el área y profundidad de la sección endurecida mediante CNC-DeepHardening en dos dados Wila.
 |
Figura 7. Corte transversal de herramienta Wila
de 30* endurecida mediante CNC-DeepHardening
proceso de endurecimiento patentado por Wila |
 |
Figura 8. Corte transversal de herramienta Wila
de 86* endurecida mediante CNC-DeepHardening
proceso de endurecimiento patentado por Wila |
Como resultado de este proceso de fabricación, el material y el uso adecuado de las herramientas, es común para las herramientas Wila verse como nuevas y con sus dimensiones como recién sacadas del empaque después de 10 años o mas de servicio.
Wila: Flexibilidad
Para nosotros este concepto significa hacer mas con menos herramientas. Es tener la capacidad de habilitar su dobladora como una celda de manufactura, que le permita al poder montar diferentes configuraciones de la herramienta, hacer todas las operaciones de doblez sin tener que perder tiempo de montajes.
 |
Figura 9 Celda de manufactura para doblar una pieza en cuatro estaciones
en una misma dobladora |
En el proceso de doblez al aire y debido al acero especial que usamos, al proceso de fabricación y el endurecimiento mediante CNC-DeepHardening, podemos ofrecer configuraciones de herramientas que se pueden utilizar las mismas para diferentes espesores como lo podrán ver en la figura 10.
 |
| Figura 10. Muestra tres perfiles de punzones Wila con radio de 1 mm, 3 mm y 6 mm |
Aunque podemos ofrecer cualquier radio y perfil en nuestro catalogo de herramientas (descargue el catalogo Wila aquí) o como herramienta especial, recomendamos para uso general tres tipos de radios en la punta de los punzones.
Radio de 1 mm para doblar espesores desde 26 ga hasta 11 ga
Radio de 3 mm para doblar espesores desde 10 ga hasta 1/4"
Radio de 6 mm para doblar espesores desde 1/4" hasta 1/2"
Como pueden ver en la figura 11, con muy pocas herramientas pueden realizar la mayoría de las aplicaciones generales de doblez.
 |
| Figura 11. Recomendación de Herramientas Wila para doblez al aire y doblar desde Cal 26 hasta 1/2" |
También hablando de flexibilidad ofrecemos herramientas que pueden hacer diferentes operaciones a la vez y evitar herramientas con mecanismos que llegan a ser un problema de mantenimiento o de durabilidad de componentes.
En el siguiente video podrán ver la flexibilidad y el funcionamiento de las herramientas Wila
Si no puede ver el video de click aquí
Wila: Velocidad
Una de las principales productos y que muchos competidores tratan de imitar es nuestro sistema de cambio rápido de herramientas o Wila Clamping Systems.
 |
| Figura 12. Wila Clamping Systems |
Estos sistemas Wila, accionados hidráulicamente, permiten realizar cambios de herramientas extremadamente rápidos. Con solo presionar un botón, el sistema sujeta, alinea, asienta y centra las herramientas, es muy fácil de operar y mas fácil su instalación, se puede instalar en dobladoras nuevas o usadas, elevando así la productividad y rentabilidad de su dobladora.
Ya no tendrán que preocuparse por llaves o herramienta para quitar o sujetar las herramientas, ni se preocuparan por los gastos de mantenimiento por tornillos barridos, capados, etc.
Con los sistemas Wila, lleve a su dobladora al siguiente nivel de precisión!
En el siguiente video podrán ver una comparación del cambio de herramientas entre el sistema convencional de herramientas estilo europeo y los sistemas de cambio rápido Wila
Si no puedes ver el video da click aquí
El retorno de inversión de los sistemas Wila es muy rápido, vea el siguiente ejemplo en la figura 13. Si tu costo de operación son $60 USD/hora (esto debe incluir, mano de obra, energía, aire, equipo de seguridad, administración, etc.), realizando 10 cambios de herramienta al día y si cada cambio tardan 30 min, trabajando 260 días al año. Nos da un costo de $78,000 USD/año.
Usando los sistemas Wila, se puede ahorrar del 80% al 90% de este costo, dando un ahorro de $62,400 USD/año. Mas que suficiente para pagar la inversión en su dobladora.
 |
| Figura 13. Calculo de Retorno de Inversión (ROI) |
Wila: Precisión
Las herramientas Wila son las mas precisas del mundo y cumplen con los mas altos estándares de calidad y durabilidad.
Las herramientas Wila New Standard después de ser templadas son rectificadas a precisión con una tolerancia de +/- .0004" (.01 mm) en todas las superficies de las dimensiones criticas.
 |
| Figura 14 Herramientas Wila New Standard |
Esto garantiza que las herramientas siempre estarán alineadas, centradas y listas para trabajar aunque se giren para poder doblar con mayor comodidad. Ver figura 15.
 |
| Figura 15 Doblando con cuello de ganso invertido |
Como lo mencioné al principio de esta publicación:
Con Wila lo tengo todo!
Sin sacrificar la Seguridad, Calidad, Durabilidad, Flexibilidad, Velocidad y Precisión.
Tenemos la confianza de que nuestros productos son la solución rentable que su compañía necesita y que hará la diferencia entre usted y su competidor.

































{kind=link}